東莞數控加工廠與你分享=銅棒校正工件的方法
東莞數控加工廠 的工件的校正,也稱為找正,是車削工件前檢查工件的安裝是否處于正確位置的方法。校正的目的,粗車時是為了保證工件余量基本一致;半精車和精車時,是為了保證待加工表面與已加工表面相對位置符合要求。迅速而正確地校正是保證產品質量、縮短輔助時間的重要措施。
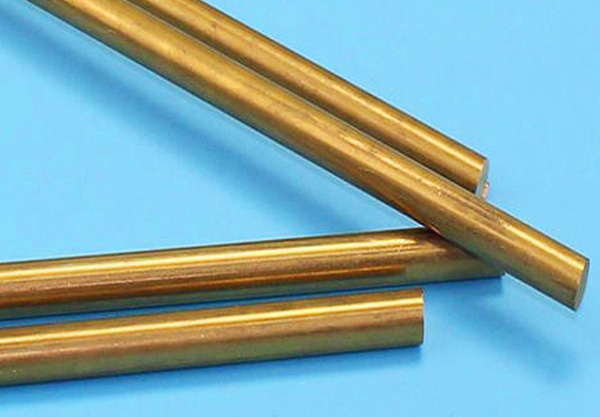
東莞數控加工廠 用銅棒校正工件的方法,是在將工件外圓和端面粗車后再安裝工件時進行的一種快速校正的方法,如圖3-41所示。在車床方刀臺上裝夾一銅棒或鋁棒,將工件輕微夾持在三爪卡盤上,開動車床用100r/min左右的轉速旋轉,使銅棒接觸工件端面或外圓,并用手搖動拖板施加一定壓力,使工件表面與銅棒完全接觸為止,再慢慢將銅棒脫離工件,再停車夾緊工件,工件就校正了。
東莞數控加工廠 此種校正方法,迅速準確,并能達到一定的精度。如果工件夾持合理(小于10mm),工件表面光滑,一般軸類徑向跳動和盤類工件端面跳動不大于0.02mm。
1>在車床上校直細長桿的方法
細長桿在車削前必須先校直,否則會造成加工余量不均勻而車不圓,或因彎曲離心大而增加桿的彎曲度,無法車削。在車床上進行細長桿校直,可采用以下方法。
(1)采用錘擊方法。先將細長桿的一端用三爪卡盤夾住約10mm,一端頂尖支承。用較低的速度使工作旋轉,用粉筆在工件畫出高點后,停車。左手拿一塊凹形的鐵塊,使凹面靠在工件高點的反面,右手拿手錘打擊工件的高點。打擊力的大小與工件彎曲的情況成正比。這樣反復幾次,工件就校直了。這種方法適用桿細而長時。
(2東莞數控加工廠 用杠桿撬壓法。細長桿在車床安裝好后,開車使工件旋轉,用一根長300mm的木棍搭在中拖板和方刀臺上,搖動中拖板,使木棍壓向工件彎曲部分。繼續移動中拖板,跟緊尾座頂尖,以防工件脫出,待工件繼續旋轉幾秒鐘,再將中拖板慢慢退出,并適當松退尾座頂尖,視工件是否校直。如還彎曲,再繼續按上述方法進行,直到校直為止。此方法適工件較短的情況下。
(3)東莞數控加工廠 用反擊法。在細長桿較長、直徑相對大一些的情況下,先把兩端的中心孔鉆好,用主軸頂尖和車床尾座頂尖將它頂起來。然后,用手使工件轉動,找出工件上的高點,并用粉筆畫上記號。這時,用一塊約25mm厚40mm寬,比車床大導軌寬長的鐵塊或比較大的木塊,橫放在大導軌上,在上面放一個頭部不是60°尖形而是V型或凹弧型的螺紋千斤頂,支承在工件變曲的高點,稍微用力支起一些,左手用手握住工件,右手用手錘的圓頭打擊工件的彎曲的低點。打擊的次數、力度和在工件的長度,與彎曲的大小成正比。這樣校直的工件,還不易恢復彎曲。
除上述在車床上校直細長桿的方法外,還可以采用在機床外目測,在平臺上目測用上述方法校直。