歡迎來到東莞市瑞諾宏精密機(jī)械科技有限公司網(wǎng)站!



精密機(jī)加工零件生產(chǎn)廠家
鋁合金精密零件,不銹鋼精密零件,精密沖壓件
信息來源于:互聯(lián)網(wǎng) 發(fā)布于:2021-06-07
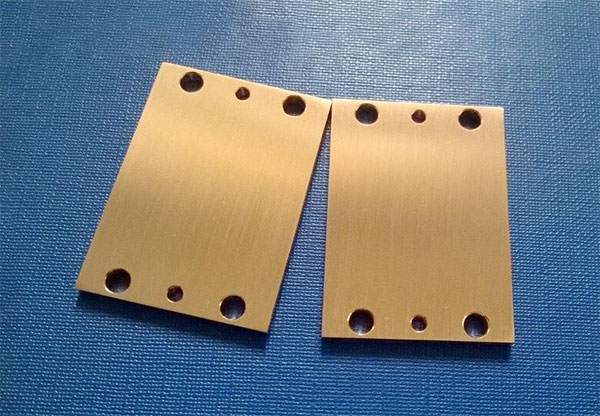
東莞cnc加工廠 正如宏觀加工一樣,在微觀加工中孔的加工也許也是最常用的加工之一。孔的加工方法有很多種,每一種都有其優(yōu)點(diǎn)和缺陷,這主要取決于孔的直徑、深度、工件材料和設(shè)備要求。這篇文章主要介紹了內(nèi)冷卻鉆頭鉆孔、無冷卻鉆孔、插銑、電火花以及激光加工微孔的幾種方法。
易于孔加工的操作
無論孔有多大,東莞cnc加工廠在加工時將冷卻液導(dǎo)入到刀尖,這都有助于排屑并能降低刀具和工件表面產(chǎn)生的摩擦熱。尤其是在加工深細(xì)孔時,有無冷卻對加工的影響更大,因為深細(xì)孔加工的刀具比較脆弱,再加上刀具對切屑的二次切削和切屑的堆積會積累大量的熱,而熱量是碳化物刀具的主要“天敵”,它會加快刀具的失效速度。
東莞cnc加工廠當(dāng)使用外冷卻液時,刀具本身會阻止切削液進(jìn)入切削加工位置。“也就是到3-5倍的直徑深度后切削液就會很難流入到刀尖。” ,“這時,就應(yīng)該選用帶有內(nèi)冷的鉆頭。”
另外,在加工小孔時采用外冷卻液的冷卻方式產(chǎn)生的利要大于弊,“當(dāng)鉆頭進(jìn)入工件時,已經(jīng)流入孔的冷卻液產(chǎn)生的壓力有時會繳壞鉆頭。”
刀具生產(chǎn)商提供的標(biāo)準(zhǔn)鉆頭的直徑從0.039到0.125英寸,能加工深度小于12倍直徑的深孔,同時提供直徑從0.002到0.020英寸的不帶內(nèi)冷的鉆頭。
盡管有內(nèi)冷能力,但還是不夠的,冷卻液還需要一定的流動速度從而能夠?qū)⑶行记宄隹淄狻@鋮s液的最低壓力應(yīng)為600-800磅/平方英寸,“加工狀況還會隨著所施壓力的增加而提高。”他補(bǔ)充道。
為了防止這些冷卻液通口被雜物堵塞,戴維斯還推薦在鉆頭上加一5μm孔徑或更加精密的冷卻液濾清器。
東莞cnc加工廠另外,還推薦在加工孔時有必要在工件的上方先加工一個定心或?qū)蚩祝苑乐沟毒咂保⒂兄诒WC所加工孔的垂直度。當(dāng)選用定心鉆時,應(yīng)使選擇的定心鉆刀尖上的坡口角小于等于其后內(nèi)冷鉆的破口角。定心鉆的直徑還要稍微大一些。例如,如果定心鉆的坡口角為120°,內(nèi)冷卻鉆頭的坡口角為140°,并且定心鉆的直徑小于內(nèi)冷卻鉆的直徑,“在加工時內(nèi)冷卻鉆的拐角處會與定心孔干涉而容易脫落,”“這將導(dǎo)致鉆頭損壞。”
東莞cnc加工廠雖然沒加強(qiáng)調(diào),但是加工細(xì)深孔時,啄式進(jìn)給是一種很好的加工方式。戴維斯建議,根據(jù)工件的材料的不同,每次啄式進(jìn)給的深度最好為孔徑的30%—50%。這種加工方式便于排出切屑,使切屑不在加工的孔中堆積。